
微細放電穴加工(極細穴)
微細放電加工による極細穴加工は、導電素材に対して最小φ0.002mm(φ2μm)の加工が可能です。通常では難しい極小穴加工ですが、弊社では超極細の放電電極を内製しているため、ここまで小さな穴加工が可能になりました。主に電子顕微鏡の絞り(アパーチャー)や、X線遮蔽ピンホール(スリット)、コリメータやオリフィスなどの光学部品として使用されることが多いです。材質も様々で、ステンレスを始め、タングステン、タンタル、モリブデンといった高融点金属や、白金やその合金などの貴金属への加工が多いです。こういった部品は、電子顕微鏡や半導体検査装置、X線・放射光などの設備などにて活用されています。
微細放電穴加工について、
このようなお悩みはありませんか?
- お悩み01
切削加工で穴あけを検討していたが、加工不可で断られてしまった。
- お悩み02
ステンレスにφ0.05の穴開けをしたいのだが、穴が小さくて加工不可と断られた。
切削加工で穴あけを検討していたが、加工不可で断られてしまった。
- お悩み03
モリブデンやタングステン、タンタル、インコネル、ハステロイ、チタンなどの難削材に穴あけをしたいのだが、対応してくれる業者がいない。
- お悩み04
φ0.010以下の極小穴が必要だが、対応してくれる会社がない。
微細放電穴加工とは
放電加工は、金属素材と電極間に起こる放電現象により加工する方法です。
金属素材に放電電極を近づけ、そこに印加する電気エネルギーにより放電が発生し、金属素材が熱により溶融します。その後に冷却・飛散する現象を連続的に繰り返すことで徐々に加工する方法です。この方法を用いると、切削加工が難しい高硬度金属(例えば超硬材やタングステンなど)に対しても問題なく加工が可能で、電気が流れる導電素材であれば加工可能な技術です。
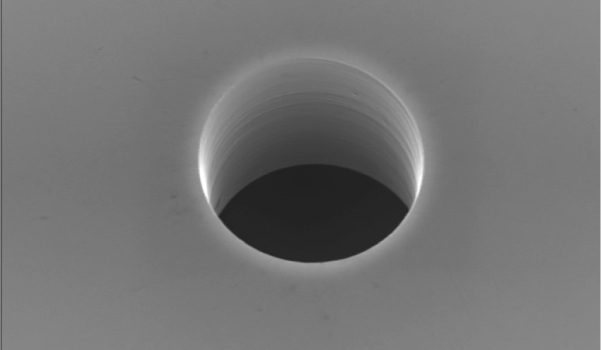
超微細放電穴加工機による極小穴加工




微細放電穴加工に求められるもの
高硬度金属や、難切削材の加工は厄介なものですが、用途によっては扱いが難しい素材が必要なことがあります。
電子顕微鏡においては、高融点・非磁性が求められるため、それにはモリブデン・タンタル・タングステンなどの純金属の加工が必要です。
弊社では、純金属の微細加工に放電加工を用いております。
放電加工は導電素材の加工に適しており、高硬度材や難切削材に対しても求められる形状に加工できる可能性があります。

大和テクノシステムズの微細放電穴加工の特長
弊社の放電加工は、一般的な放電加工と比較してより微細領域での加工ができるよう調整しており、超微細穴加工に適しております。
日常的にφ0.005mm(φ5μm)の穴加工を行っているため、最小ではφ0.002(φ2μm)の加工実績があります。
また、弊社では独自の放電電極製作技術により、電極はすべて自社加工しております。電極サイズはφ0.001mm以下の細さで製作可能であり、加工機の調整と微細電極の製作技術を合わせて極小穴加工を可能にしております。
大和テクノシステムズの微細放電穴加工の精度
| 最小穴径 | φ0.002mm(φ2um) |
| 得意とする穴径 | φ0.005(φ5um)~φ0.500(φ500um) |
| 深さ精度 | (穴深さL/穴径D)= 1~10程度 |
| 得意な材質 | モリブデン、タンタル、タングステン、チタン、インコネル、白金、ステンレスなど |
微細放電穴加工に関するよくあるご質問
どんな金属に対しても加工できますか?
開くおおむね可能ですが、得意な素材はモリブデン、タンタル、タングステンなどの純金属です。
ステンレスなどの一般材も可能ですが、アルミ材や真鍮などの柔らかい素材はどちらかというと苦手です。
最小穴径はどれくらいですか?また最大穴径はどれくらいですか?
開く最小φ0.002ですが、安定的に加工出来るのはφ0.005以上です。
最大はφ2mm程度まで可能ですが、そのサイズになると別の加工法をおすすめ致します。
得意な範囲はφ0.005(φ5um)~φ0.500(φ500um)くらいです。
深い穴が必要なのですが、どれくらい深い穴ができますか?
開く穴径によりますが、最大でL(深さ)/D(穴径)10倍程度です。
材料やブランク支給でも対応してくれますか?
開く対応可能です。失敗した場合に備えて予備の御支給をお願いしております。